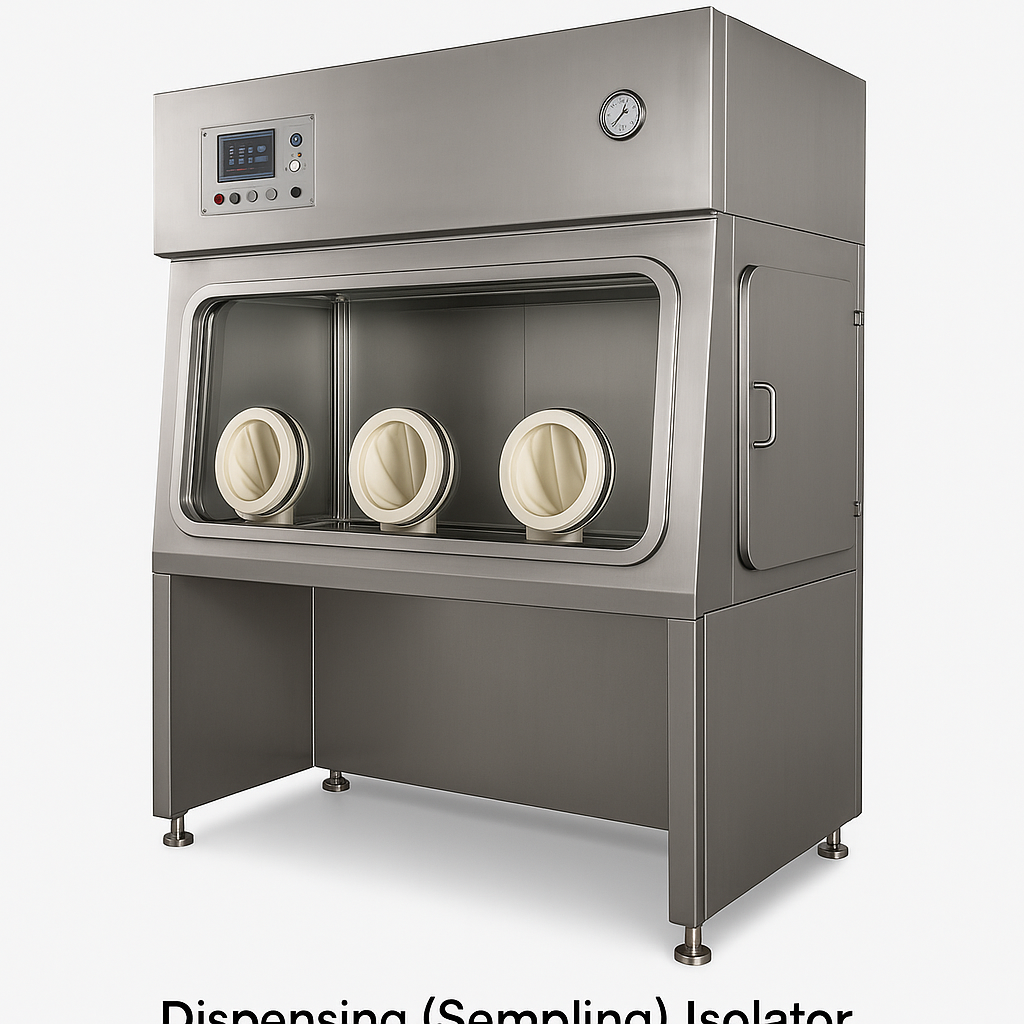
Engineered for safe and contamination-free dispensing of potent powders and hazardous materials, the Dispensing Isolator ensures both operator protection and product integrity. It operates under negative pressure with HEPA filtration for maximum containment.
Designed for integrated containment during size reduction, blending, and final packing of APIs, this isolator minimizes airborne particle release and operator exposure.
Key Features & Benefits :
✅Integrated Multi-Process Design – Milling, blending, and packing.